خطة الجودةالرئيسية / خطة الجودة |
This QC plan defines the outlines of the Quality Assurance and Quality Control requirements to be carried out by RME for the production of concrete starting from the preliminary stages and initial selection of materials up till the production stages and the routine follow up for the concrete and the concrete constituents.
To control the quality of raw-materials used in the manufacture of concrete, the control of concrete itself and the maintenance of all equipment used in manufacturing and testing of the product.
To ensure compliance with the Contract Specification and the specified standards.
Cement proposed for use shall comply with the requirements of the ASTM C 150 BS-EN 196, the cement manufacturer recommended by BMix is Al Arish & Wadi El Nil Cement Company located in the Beni Swif area.
Coarse and Fine aggregates shall comply with ASTM C33- BS egypation code, from the technical point of view and upon our previous experiences with the concrete aggregates, BMix proposes ATTAKA QUARRY for supplying aggregates to the project in order achieve wider area of contact that guarantee continues supply and high quality aggregates, The source provides sufficient quantities appropriate for used in concrete production. The performance of the processing equipment is designed to meet the required amounts for concrete production also the logistics and transportation means are satisfactorily fulfilled.
Government potable water shall be used for concrete mixing, samples to be gathered from the water source intended for use and complete analysis has been implemented and the water was found to be useful for concrete use.
During the procession of works; In case of doubt only additional test to verify the conformity of the water source will be performed in an external independent laboratory.
Admixtures complying with ASTM C 494 are produced and supplied by NCC X-Calibur Egypt or similar approved admixtures by the Employer. The materials will be delivered to site ready for use in containers and stored under special provisions to protect from contamination and climate prior to their use. The choice of the admixture type and dose are dependent upon the trial mixes stage where the performance of concrete can be observed.
The Manufacturer should provide a quality Certificate for the date of delivery of cement including only the chemical properties the latest two days after the dispatching date provided that these test certificates should be updated monthly with the entire chemical and physical test results including the 28 days crushing test results.
The laboratory manager should check the conformity of each test certificate and its compatibility with the project’s specification requirements - refer to Annex I /Clause 1.
Regarding to the routine testing plan for the coarse and fine aggregates used in concrete please refer to Annex I /Clause 2.
No routine testing is applicable for the mixing water, only in case of doubt additional test to verify the conformity with the requirements of the Egyptian Code of Practice for design and construction of reinforced concrete structures (ECP 203/2017) shall be implemented in an external accepted laboratory.
The visual proof of identity, specific gravity and residue by oven drying will be reviewed upon the delivered certificate to ensure the compatibility of the admixtures. In case of doubt additional test to verify the conformity of the delivered material will be performed in an external independent laboratory. Expiry date and manufacture documentation are to be checked by the Q.C Engineer, for further testing please refer to Annex I /Clause 3.
Testing procedures will take place in parallel to the concrete production throughout the working day; this will embrace continuous monitoring for the fresh concrete properties. These procedures will include checking the produced concrete for consistency (slump) and temperature, for further details please refer to Annex I /Clause 4.
Concrete will be transported from the batching plant to the pouring location by means of concrete truck mixers.
Upon the truck mixer arrival to the pouring site, the concrete shall be tested for its fresh properties for acceptance, the person in charge for, pouring or receiving the concrete also the laboratory technician on site should sign the delivery note after writing the arrival and departure times of the truck mixer in the delivery note.
The truck mixer is allowed to stay an overall time of 30min on site, this time embraces both of testing time of the fresh concrete and the pouring time elaborated as 5min+ (1min for each loaded cubic meter of concrete) this time limitation guarantees a continuous steady flow of truck mixers.
For achieving a safe operation, good accessibility for the concrete truck mixers should be provided at the concrete pouring locations together with the sufficient lighting in case of pouring at night, acute turns and ramps are to be avoided also narrow entrances and outlets.
The specific standards used for the specification of concrete and ingredients may include the standards listed below and/or as per the project's specifications.

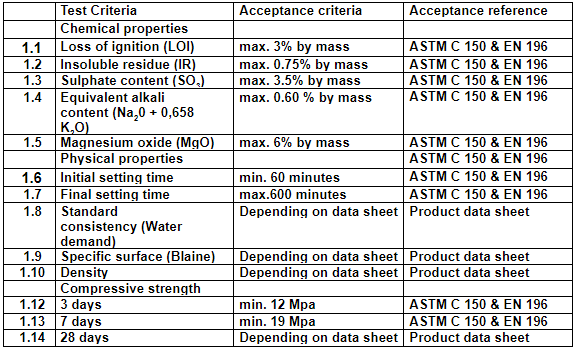
Selected cement type I shall comply with the ASTM C150; the laboratory manager at the batching plant should check the cement delivery test certificate for each cement delivery for the following criteria of acceptance:
Routine testing of the Fine & Coarse aggregates should comprise as ITP (AS per ANNIX)
The laboratory manager at the batching plant should check the admixture delivery test certificate for each admixture's delivery for the following criteria of acceptance as ITP (AS per ANNIX)
All fresh concrete testing should take place as per ITP (check ANNIX)

